لتوفير عالية الجودةمنتجات أنابيب الصلبللعملاء العالميين.

شركة شوجانغ جينغتانغ
Jun 16,2025
أولًا: وحدات التجربة: شركة شوجانغ جينغتانغ وشركة تانغشان هيويوان للأنابيب الصلب المحدودة
ثانيًا: محتوى التجربة: تجربة لحام قوس مغمور من جانبين لألواح مركبة من الفولاذ المقاوم للصدأ
ثالثًا: وقت الاختبار: 26 يوليو 2022
رابعًا: موقع التجربة: شركة تانغشان هيويوان للأنابيب الصلب المحدودة
خامسًا: المشاركون في التجربة: وانغ فنغوي (دكتور)، مهندس تقني من شوجانغ؛ وانغ شياوشيا (ماجستير)، مهندس تقني من شوجانغ؛ ليو لي من شوجانغ؛ تشانغ زين، المدير العام لهيويوان؛ غينغ يانفنغ، نائب المدير العام لهيويوان؛ ليو لونغفي، تشاو يي، ودونغ شوكيانغ، أفراد فنيون من هيويوان
سادسًا: عملية اللحام
تم إجراء اختبارات لحام قوس مغمور من جانبين باستخدام ألواح مركبة من Q235B + 304 بسمك 5 + 1 مم. تم تصحيح وتحسين مجموعة اللحام، ومعلمات اللحام (التيار، الجهد، سرعة اللحام، إلخ) وعملية اللحام. تم الانتهاء بنجاح من تصنيع الأنابيب ولحام الأنابيب المركبة بثلاثة معلمات. كان شكل حبة اللحام جيدًا، ولم تحدث مشاكل مثل اختراق اللحام والمسامية.
1. اختبار اللحام
يُظهر الجدول 1 معلمات عملية لوحة الاختبار الملحومة، حيث أن مادة لحام الجانب المصنوع من الفولاذ المقاوم للصدأ هي قوس مغمور 309 بقطر φ3.2 مم
سلك لحام + تدفق 601، أما بالنسبة لجانب الفولاذ الكربوني، فإن مادة اللحام هي سلك لحام 10Mn2 بقطر φ3.2 مم + تدفق 101. يوضح الشكل 1 صورة للحام قوس مغمور من جانبين.
الجدول 1 معلمات عملية لوحة الاختبار الملحومة
الرقم |
الجانب المصنوع من الفولاذ المقاوم للصدأ |
الجانب المصنوع من الفولاذ الكربوني |
||||||||
الرقم |
التيار /A |
الجهد /V |
سرعة اللحام /mm/min |
ملاحظات |
الرقم |
التيار /A |
الجهد /V |
سرعة اللحام /mm/min |
ملاحظات |
|
1 |
1-2 |
340-360 |
34 |
800-850 |
يتم رفع الذيل ويتم كسر القوس |
2-1 |
460 |
34 |
800-850 |
جيد |
2 |
1-3 |
جيد |
2-2 |
480 |
جيد |
|||||
3 |
1-1 |
جيد |
2-3 |
500 |
جيد |
|||||
2. تحليل المفصل
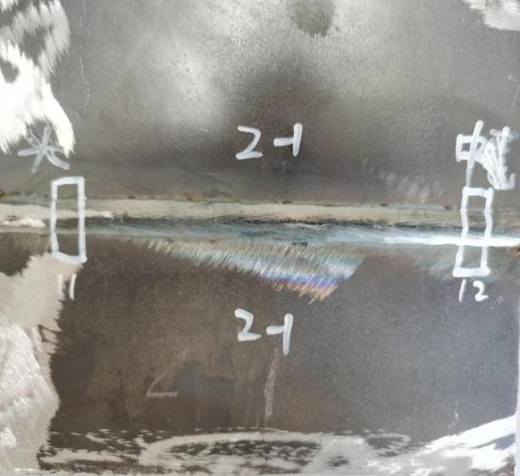
بعد اللحام، تم فحص المظهر والمقطع العرضي المعدني للوحات الاختبار للخطط الثلاث. يوضح الشكل 2 مورفولوجيا حبة اللحام في الخطط الثلاث، ويُظهر الشكل 3 البنية المعدنية للمقطع العرضي لحبة اللحام في الخطط الثلاث، ويُظهر الشكل 4 البنية المعدنية لحبة اللحام المصنوعة من الفولاذ المقاوم للصدأ. يقدم الجدول 2 نتائج قياس حجم حبة اللحام.
مظهر حبات اللحام المصنوعة من الفولاذ المقاوم للصدأ وحبات اللحام المصنوعة من الفولاذ الكربوني
الشكل 1 صورة للحام قوس مغمور من جانبين
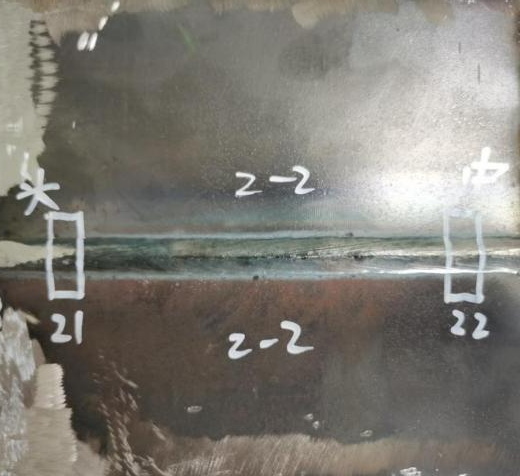
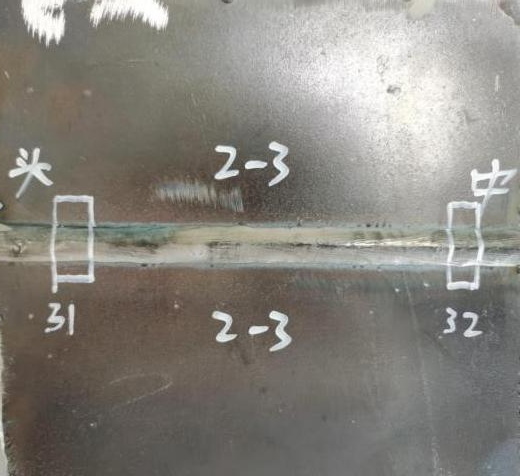
يُظهر الشكل 2 مورفولوجيا حبات اللحام في الخطط الثلاث
لوحة الاختبار رقم 1
 |
 |
لوحة الاختبار رقم 2
 |
 |
لوحة الاختبار رقم 3
 |
 |
الجدول 2 نتائج قياس أبعاد حبة اللحام / مم
الرقم |
الفولاذ المقاوم للصدأ عمق حبة اللحام |
حبتا لحام عمق التقاطع |
الفولاذ الكربوني عمق حبة اللحام |
الفولاذ المقاوم للصدأ ارتفاع بدل حبة اللحام |
الفولاذ الكربوني ارتفاع بدل حبة اللحام |
الفولاذ المقاوم للصدأ عمق اختراق حبة اللحام |
11 |
5.3 |
2.1 |
6.3 |
1.2 |
1.5 |
4.0 |
12 |
5.3 |
2.0 |
6.7 |
1.8 |
1.8 |
3.5 |
21 |
5.3 |
2.7 |
7.2 |
0.8 |
1.2 |
4.5 |
22 |
5.1 |
2.4 |
7.1 |
1.5 |
1.6 |
3.6 |
31 |
5.6 |
2.7 |
7.2 |
1.6 |
1.8 |
4.1 |
32 |
5.3 |
2.0 |
7.0 |
1.8 |
2.3 |
3.5 |
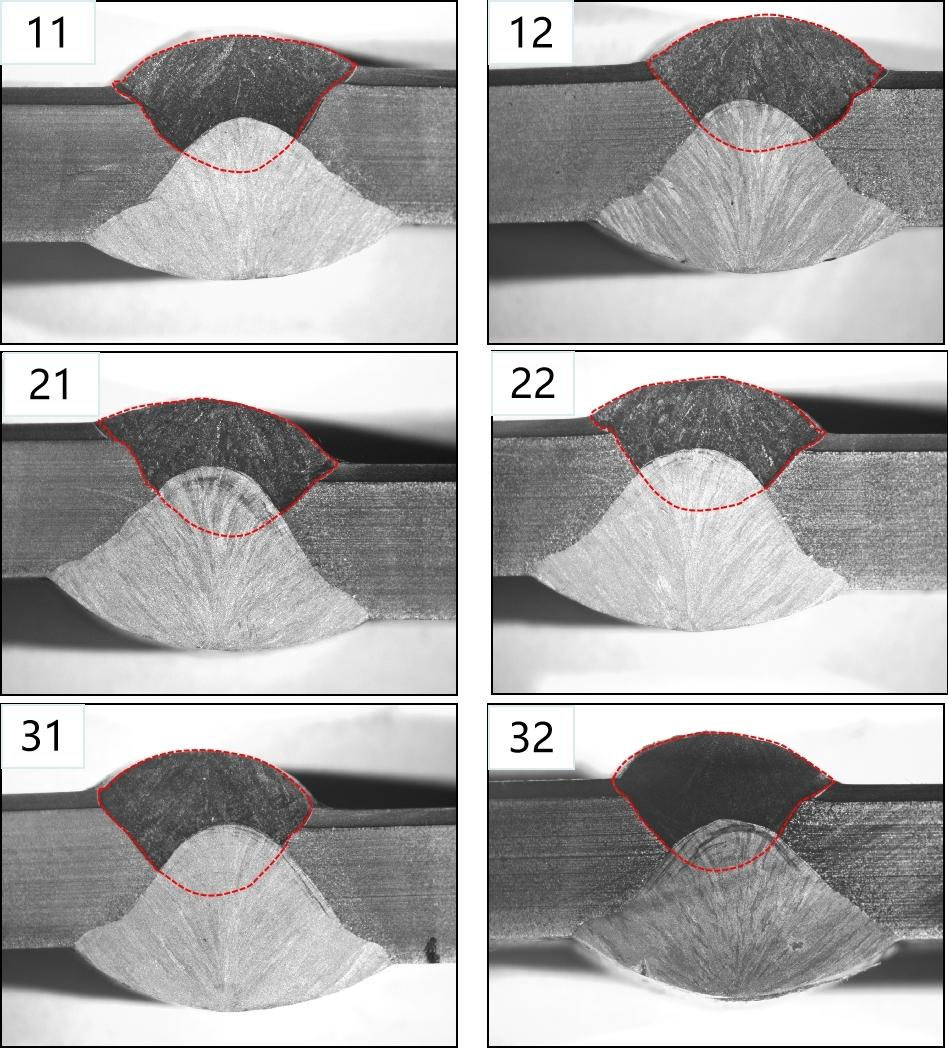
يُظهر الشكل 3 المقطع العرضي المعدني لحبة اللحام في الخطط الثلاث
كما يتضح من الشكل 3، تتقاطع الممرات الملحومة تحت الخطط الثلاث بشكل جيد، وارتفاعات الزيادة في الممرين الملحومين معتدلة.
تم ملاحظة البنية المعدنية لحبة اللحام المصنوعة من الفولاذ المقاوم للصدأ، وتم الكشف عن محتوى العناصر الرئيسية في مواقع مختلفة من المفصل الملحوم. يوضح الشكل 4 البنية المعدنية لمنطقة اللحام المصنوعة من الفولاذ المقاوم للصدأ، ويُظهر الجدول 3 محتوى العنصر في مواقع مختلفة من المفصل الملحوم.
الجدول 3 تركيبة المفاصل الملحومة في مواقع مختلفة
الموقع |
C |
Si |
Mn |
Ni |
Cr |
304 lamination |
0.035 |
0.44 |
1.02 |
8.17 |
17.68 |
حبة لحام من الفولاذ المقاوم للصدأ |
0.084 |
0.20 |
0.94 |
6.16 |
11.04 |
حبة لحام من الفولاذ الكربوني |
0.12 |
0.46 |
0.67 |
0.84 |
1.56 |
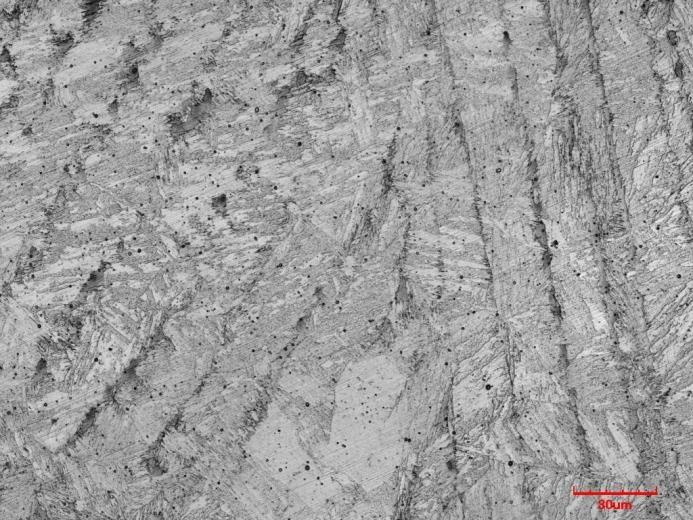
الشكل 4 البنية المعدنية لمنطقة اللحام المصنوعة من الفولاذ المقاوم للصدأ
كما يتضح من الجدول 3، يتم تخفيف حبة اللحام المصنوعة من الفولاذ المقاوم للصدأ بواسطة الفولاذ الكربوني الأساسي، ومحتوى عنصري Ni و Cr في حبة اللحام أقل من محتواهما في الفولاذ المقاوم للصدأ 304 المصفح. هناك خطر حدوث تآكل أولوي في الخدمة اللاحقة، ويجب ضبط مادة اللحام. يوضح الشكل 4 أن حبة اللحام المصنوعة من الفولاذ المقاوم للصدأ تكتسب بنية مارتنسيتية، وهي تختلف عن البنية المجهرية النموذجية لللحام المصنوع من الفولاذ المقاوم للصدأ (أوستنيت بالإضافة إلى كمية صغيرة من بنية الفريت).
3. ملخص
(1) يمكن أن تحقق عملية اللحام هذه بقوس مغمور من جانبين لحام ألواح مركبة بسمك 5 + 1 مم ولديها نافذة لحام معينة.
(2) حجم حبة اللحام المصنوعة من الفولاذ المقاوم للصدأ في هذا الاختبار معتدل. في ظل حالة قابلية معالجة ممتازة لمادة اللحام، يمكن زيادة سرعة اللحام بشكل مناسب إلى 900-1000 مم/دقيقة.
(3) حجم اللحام المصنوع من الفولاذ الكربوني في هذا الاختبار أكبر قليلاً، ويمكن تقليل تيار اللحام إلى 440A.
(4) تركيبة عنصري Cr و Ni في حبة اللحام المصنوعة من الفولاذ المقاوم للصدأ التي تم الحصول عليها باستخدام سلك من الفولاذ المقاوم للصدأ 309 أقل من تركيبتهما في الطبقة المصفحة 304، مما يشكل خطرًا للتآكل، ويجب ضبط مادة اللحام.
(5) تم تحليل ألواح الاختبار الملحومة الأسبوع الماضي، مما أثبت عدم وجود مشكلة في اندماج حبتي اللحام.
السابق:
التالي:
أخبار ذات صلة
اتصل بنا






طلب عرض أسعار
يرجى ترك معلومات الاتصال الخاصة بك وسنتواصل معك في أقرب وقت ممكن
شركة تانغشان ونوو للتجارة الدولية المحدودة | Powered by www.300.cn | SEO | Privacy Policy